“忠诚做人,实在做事”
用我们的真诚和汗水,以求发展,共创未来!
订购热线电话
“忠诚做人,实在做事”
用我们的真诚和汗水,以求发展,共创未来!



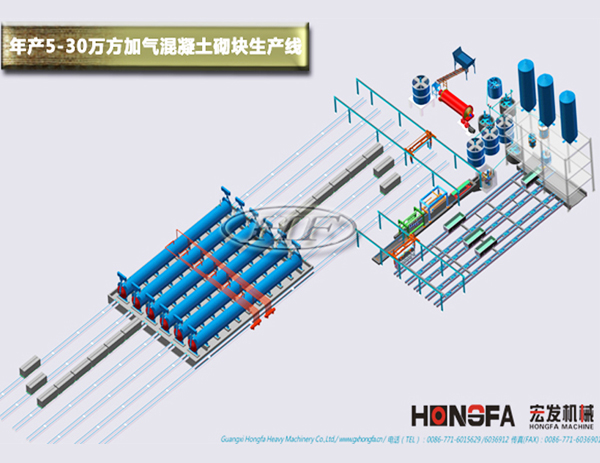
山东宏发科工贸有限公司,主要生产混凝土加气块设备,加气块生产设备,加气砖生产设备,轻质复合墙板机,加气混凝土砌块生产线,商品混凝土搅拌站,全自动砌块成型机,制瓦机,制管机,全自动大吨位静压机,芯核发泡自保温混凝土砌块发泡机,自动灌装机等10个系列30多个品种墙材设备;均符合我国执行标准。近年来通过不断技术攻坚,我公司成功研发生产的喷雾机、雾炮机(弥雾机)等植保机械也已经投入市场使用,并且受到了用户的广泛好评......查看详情>>



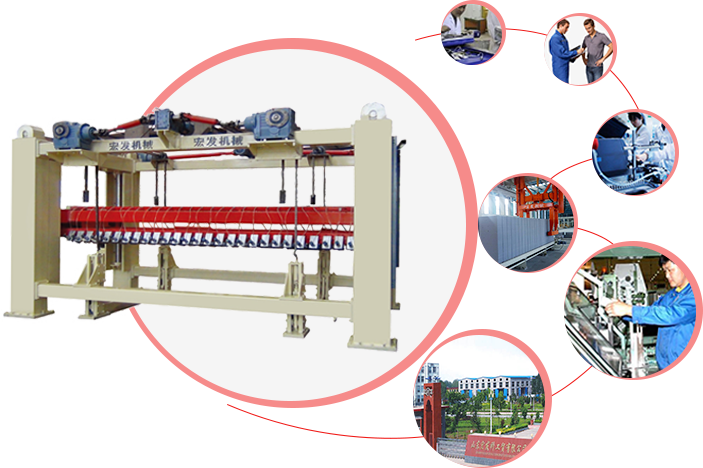
 多年生产实力沉淀 打造行业企业
多年生产实力沉淀 打造行业企业公司是一家集“科研、生产、销售”于一体的民营企业,国内规模较大,技术力量雄厚
 "忠诚做人,实在做事”取信于人
"忠诚做人,实在做事”取信于人公司始终将“忠诚做人,实在做事”作为取信于人、挺立行群的根本,“高质量,优服务”为企业。
 产品备受客户好评。
产品备受客户好评。多年来通过不断技术攻坚,成功研发生产的喷雾机、雾炮机(弥雾机)等机械也已经投入使用,并且受到了用户的广泛好评。
随着全球对环境保护的重视和绿色建筑的兴起,建筑材料行业正积ji探索节能环保技术的应用。加气砖作为一种…
加气砖作为一种环保、轻质、保温性能好的建材产品,越来越受到人们的青睐。然而,在加气砖的生产过程中,优…
随着科技的进步和工艺的改进,加气砖生产设备的新技术不断涌现,为加气砖行业的发展带来了新的机遇和挑战。…
加气砖作为一种节能环保的建筑材料,它的生产过程也应该是符合环保要求的。而加气砖生产设备的节能与环保是…
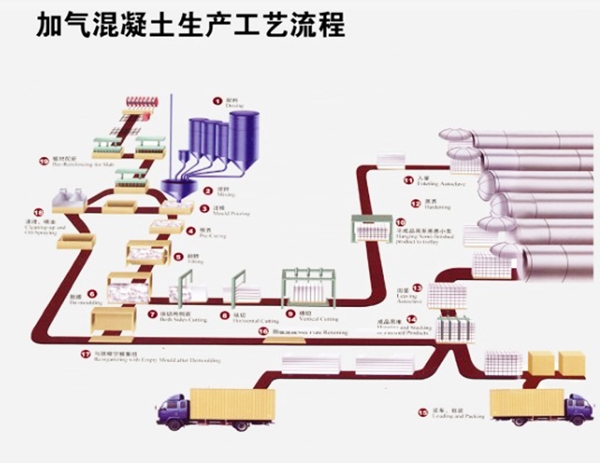
混凝土加气块是一种轻质、多孔的建筑材料,具有良好的保温隔热性能和抗压强度,广泛应用于建筑行业。混凝土…
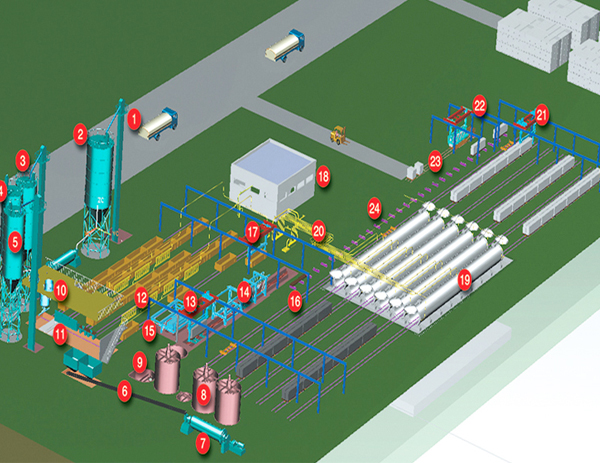
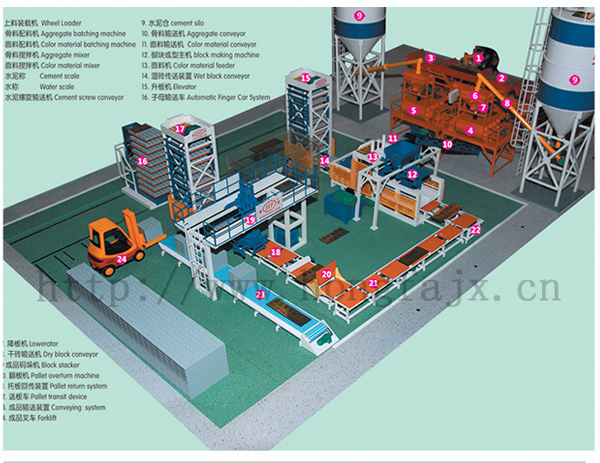
混凝土加气块设备一般由搅拌机、浇注机、加气反应器、蒸养室、切割机等主要部件组成。设备的工作原理是通过…
混凝土加气块设备具有生产效率高、产品质量好、节能环保等优势。生产出的混凝土加气块具有轻质、隔热、吸音…
随着加气混凝土块在建筑领域的广泛应用,加气块生产设备也得到了迅猛发展。本文将介绍加气块生产设备的发展趋势和前景展望,以及对环境保护等方面的影…
加气块生产设备的技术创新与应用 2024-12-04随着加气混凝土块在建筑领域的广泛应用,加气块生产设备也在不断进行技术创新和应用。本文将介绍目前加气块生产设备的一些技术创新和应用实例,展示其…
加气块生产设备对环境的影响及其应对措施 2024-12-04随着加气混凝土块在建筑领域的广泛应用,加气块生产设备也在不断增加。然而,加气块生产过程中产生的废气、废水和固体废弃物对环境造成了一定影响。本…

山东宏发科工贸有限公司,主要生产混凝土加气块设备,加气块生产设备,加气砖生产设备,轻质复合墙板机,加气混凝土砌块生产线,商品混凝土搅拌站,全自动砌块成型机,制瓦机,制管机,全自动大吨位静压机,芯核发泡自保温混凝土砌块发泡机,自动灌装机等10个系列30多个品种墙材设备;均符合我国执行标准。近年来通过不断技术攻坚,我公司成功研发生产的喷雾机、雾炮机(弥雾机)等植保机械也已经投入市场使用,并且受到了用户的广泛好评......
查看详情>>随着加气混凝土块在建筑领域的广泛应用,加气块生产设备也得到了迅猛发展。本文将介绍加气块生产设备的发展…2024-12-04
随着加气混凝土块在建筑领域的广泛应用,加气块生产设备也在不断进行技术创新和应用。本文将介绍目前加气块…2024-12-04
随着加气混凝土块在建筑领域的广泛应用,加气块生产设备也在不断增加。然而,加气块生产过程中产生的废气、…2024-12-04
加气混凝土块作为一种新型建筑材料,在建筑领域得到了广泛应用。而加气块的品质又与加气块生产设备的性能密…2024-12-04
加气混凝土块作为一种新型建筑材料,在建筑领域得到了广泛应用。为了确保加气块生产设备的正常运行和延长设…2024-12-04
山东宏发科工贸有限公司
联系人:高经理
联系电话:13573999286
地址:山东省临沂市沂南县大庄经济开发区宏发路